



მოგვეცით საშუალება, 24 საათის განმავლობაში მოგაწოდოთ უფასო შეთავაზება ან დაგვიკავშირდეთ პროდუქტთან დაკავშირებული სხვა კითხვების შესახებ!
HEA HEB H სხივის პროფილი, სტრუქტურული ნახშირბადოვანი ფოლადის H რკინის სხივი


პროდუქტის წარმოების პროცესი
ქვემოთ მოცემულია ღრუ კვეთის H-სხივის გარე სტანდარტის დამზადების ზოგადი პროცედურა:
ნედლეულის მომზადებაH-სხივის ფოლადის მონაკვეთის დასამზადებლად ნედლეული, როგორც წესი, ფოლადის ნამზადია. ფოლადის ნამზადის გასაწმენდად და გასათბობად მომავალი დამუშავებისა და ფორმირებისთვის.
ცხელი გლინვის პროცედურაფოლადის ნაჭრის ცხელი გლინვა წინასწარ არის გაცხელებული. გლინვის მდგომარეობამდე გაცხელების შემდეგ, ფოლადის ნაჭერი გლინდება ცხელ გლინვაში, ლილვაკების სერიის საშუალებით და ყალიბდება H-ფორმის თითქმის ფორმამდე.
ცივი დამუშავება (სურვილისამებრ)ზოგიერთ შემთხვევაში H-სხივური ფოლადის სიზუსტისა და ზედაპირის ხარისხის გასაუმჯობესებლად, ცხელად ნაგლინი H-სხივური ფოლადი შეიძლება ცივი დამუშავების გზით დაექვემდებაროს პროცესს, როგორიცაა ცივი გლინვა, გაჭიმვა და ა.შ.
ჭრა და დასრულება: რულონურად ფორმირებული H არხები უნდა მოიჭრას და დამუშავდეს მომხმარებლის კონკრეტული მოთხოვნების შესაბამისად, იმ ზომისა და სიგრძის შესაბამისად, რაც გლინვისა და ცივი დამუშავების შემდეგ დააკმაყოფილებს მათ.
ზედაპირის დამუშავებაH ფოლადის სუფთა და ჟანგის საწინააღმდეგო დამუშავება, ზედაპირის ხარისხისა და პროდუქტების ჟანგისადმი მდგრადობის გარანტირებისთვის.
შემოწმება და შეფუთვაH ტიპის ფოლადის ხარისხის შემოწმება, მათ შორის გარეგნობის ხარისხის, განზომილებიანი სიზუსტის, მექანიკური თვისებების და ა.შ. ტესტირების შემდეგ, ის შეფუთული იქნება და გაეგზავნება მომხმარებელს.

პროდუქტის ზომა
| დანიშნულება | უნტ წონა კგ/მ²) | სტანდარტული სექციური ზომა mm | სექციური ამა (სმ²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| დანიშნულება | ერთეული წონა კგ/მ²) | სტანდარტული სექციური დიმერსია (მმ) | სექცია ტერიტორია (სმ²) | |||||
| W | H | B | 1 | 2 | r | ა | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
Eნიუ ჰემფშირი-ფორმის ფოლადი
კლასი: EN10034:1997 EN10163-3:2004 წელი
სპეციფიკაცია: HEA HEB და HEM
სტანდარტი: EN
მახასიათებლები
მაღალი სიმტკიცეH-სხივური ფოლადების განივი კვეთის დიზაინი მას მაღალ მოხრისა და საკისრის სიმტკიცეს ანიჭებს, ამიტომ მისი გამოყენება შესაძლებელია როგორც დიდი მალიანი, ასევე მძიმე დატვირთვის მქონე სხივებზე.
კარგი სტაბილურობაგანივი კვეთის ფორმის გამო, H-ფორმის ფოლადი ავლენს კარგ სტაბილურობას წნევისა და დაჭიმულობის დროს, რაც ხელს უწყობს სტრუქტურის სტაბილურობისა და უსაფრთხოების შენარჩუნებას.
მოსახერხებელი კონსტრუქციაH-ფორმის ფოლადის ფორმის დიზაინი მარტივია, მისი პირდაპირ ფოლადის სვეტებთან დაკავშირება შესაძლებელია, ფოლადის სხივების შეერთება მარტივია, რაც ხელს უწყობს პროექტის მშენებლობის პროგრესს.
რესურსების მაღალი გამოყენებაH-სხივური ფოლადის ფორმის დიზაინს შეუძლია გავლენა მოახდინოს ფოლადის მახასიათებლებზე, შეამციროს მასალის დანაკარგები და სასარგებლოა რესურსების კონსერვაციისა და გარემოს დაცვისთვის.
ფართო გამოყენებაH-სხივური ფოლადი გამოიყენება ყველა სახის სამშენებლო კონსტრუქციებისთვის, ხიდების მშენებლობისთვის, მანქანა-დანადგარების წარმოებისთვის და ა.შ. განვითარების პერსპექტივები საკმაოდ ფართოა.
ზოგადი გარე სტანდარტული H-სხივები გამოირჩევა მაღალი სიმტკიცით, კარგი სტაბილურობით და მარტივი კონსტრუქციით. როგორც მნიშვნელოვანი სტრუქტურული ფოლადის მასალა, ის ფართოდ გამოიყენება სხვადასხვა პროექტში.
პროდუქტის შემოწმება
პროდუქტის ხარისხის, უსაფრთხოებისა და საერთაშორისო სტანდარტებთან შესაბამისობის უზრუნველსაყოფად, H Beams-მა უნდა გაიაროს ყოვლისმომცველი შემოწმება, რომელიც მოიცავს შემდეგ ასპექტებს:
1. გარეგნობის ხარისხი
H-სხივების ზედაპირი უნდა იყოს გლუვი, სუფთა და თავისუფალი ხილული დეფექტებისგან, როგორიცაა ბზარები, ჩაღრმავებები, ნაკაწრები, ზედმეტი ჟანგი ან სხვა ზედაპირული დეფექტები. საერთო იერსახე უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და მომხმარებლის სპეციფიკაციებს.
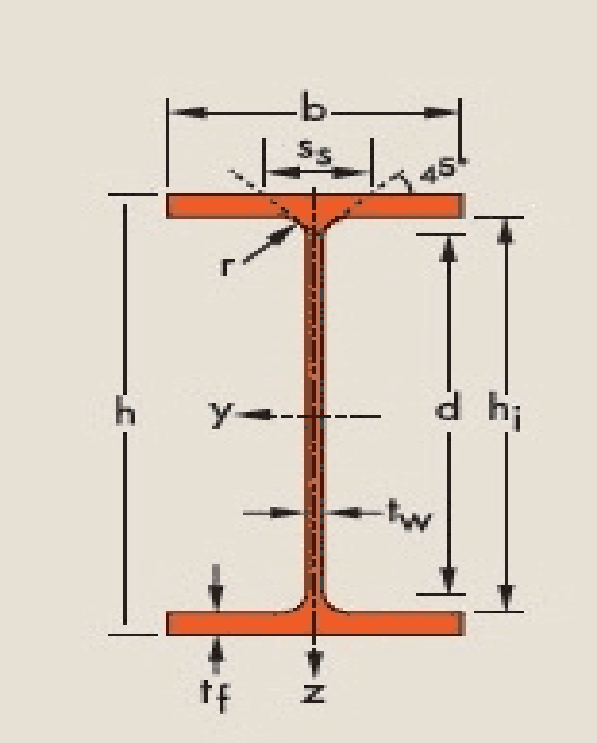
2. განზომილებიანი სიზუსტე
ძირითადი ზომები, მათ შორის სიგრძე, სიმაღლე, ფლანგის სიგანე, ქსელის სისქე და ფლანგის სისქე, უნდა შეესაბამებოდეს მოქმედ სტანდარტებსა და პროექტის მოთხოვნებს, რათა უზრუნველყოფილი იყოს სტრუქტურული მუშაობის ზუსტი შესრულება.
3. სისწორე და სიმრუდე
H-ს ფორმის სხივების სიმრუდე დასაშვებ ტოლერანტობაში უნდა დარჩეს. გაზომვები ტარდება სხივის სისწორისა და პარალელური განლაგების დასადასტურებლად ინდუსტრიის სტანდარტების შესაბამისად.
4. ბრუნვის კონტროლი
ვერტიკალური განლაგებისა და სტრუქტურული სტაბილურობის უზრუნველსაყოფად აუცილებელია ბრუნვის დეფორმაციის შემოწმება. ზედმეტმა ბრუნვამ შესაძლოა გავლენა მოახდინოს მონტაჟსა და დატვირთვის ტარების მახასიათებლებზე.
5. წონის ტოლერანტობა
სხივის ფაქტობრივი წონა უნდა შეესაბამებოდეს მითითებულ სტანდარტებს და დასაშვებ გადახრებს, რაც უზრუნველყოფს მასალის ხარისხისა და სტრუქტურული გამოთვლების თანმიმდევრულობას.
6. ქიმიური შემადგენლობის ანალიზი
ქიმიური ელემენტები, როგორიცაა ნახშირბადი, მანგანუმი, ფოსფორი და გოგირდი, ტესტირდება მასალის სტანდარტებთან შესაბამისობის დასადასტურებლად, განსაკუთრებით შედუღების, წარმოებისა და სპეციალიზებული გამოყენებისთვის.
7. მექანიკური თვისებების ტესტირება
მექანიკური მახასიათებლები, მათ შორის დენადობის ზღვარი, დაჭიმვის სიმტკიცე, წაგრძელება და დარტყმისადმი წინააღმდეგობა, შემოწმებულია იმის დასადასტურებლად, რომ სხივი აკმაყოფილებს საჭირო სტრუქტურულ სპეციფიკაციებს.
8. არადესტრუქციული ტესტირება (NDT)
შიდა დეფექტების გამოსავლენად და სტრუქტურული მთლიანობისა და საიმედოობის უზრუნველსაყოფად შეიძლება ჩატარდეს ულტრაბგერითი ტესტირება ან სხვა არადესტრუქციული შემოწმების მეთოდები.
9. შეფუთვისა და მარკირების შემოწმება
შეფუთვა და პროდუქტის მარკირება უნდა შეესაბამებოდეს ექსპორტისა და ტრანსპორტირების სტანდარტებს, კლასის, ზომის, სითბოს რაოდენობისა და რაოდენობის მკაფიო მითითებით, მიკვლევადობისა და უსაფრთხო მიწოდების მიზნით.
ხარისხის უზრუნველყოფა
ყოვლისმომცველი შემოწმების პროცედურები უზრუნველყოფს, რომ თითოეული H Beam აკმაყოფილებს საერთაშორისო ხარისხის სტანდარტებსა და მომხმარებლის მოთხოვნებს, რაც უზრუნველყოფს საიმედო მუშაობას მშენებლობის, ინფრასტრუქტურის, სამრეწველო და საინჟინრო გამოყენებისთვის მთელ მსოფლიოში.

პროდუქტის გამოყენება
გარე სტანდარტული H სხივები ფართოდ გამოიყენება სამშენებლო და მანქანათმშენებლობის ინდუსტრიაში, როგორიცაა, მაგრამ არ შემოიფარგლება შემდეგით: კონსტრუქციული ინჟინერია და ხიდების ინჟინერია, მექანიკური, გემთმშენებლობა და ფოლადის კონსტრუქციების მონტაჟი.

შეფუთვა და გადაზიდვა
გარე ნორმალური H-სხივების შეფუთვა და გადაზიდვა, როგორც წესი, შემდეგნაირად ხორციელდება:
შეფუთვაH ტიპის ფოლადი, როგორც წესი, შეფუთულია მომხმარებლის მიერ დადგენილი ტრანსპორტირების მეთოდის შესაბამისად, ზედაპირის დაზიანების თავიდან ასაცილებლად. სტანდარტული შეფუთვაა შიშველი შეფუთვა, ხის პალეტების შეფუთვა, პლასტმასის შეფუთვა და ა.შ. შეფუთვის დროს H ტიპის ფოლადის ზედაპირი არ უნდა იყოს დაკაწრული და დაჟანგებული.
ეტიკეტირებაშეფუთვის ზედაპირზე მონიშნეთ პროდუქტის შესახებ მკაფიო ინფორმაცია, როგორიცაა მოდელი, სპეციფიკაცია, რაოდენობა და ა.შ., ეს მოსახერხებელია იდენტიფიკაციისა და მართვისთვის.
იტვირთებაასევე აუცილებელია შეფუთული H სხივური ფოლადის ჩატვირთვისა და ტრანსპორტირების პროცესში შეჯახებისა და დატვირთვასთან ერთად ექსტრუდირების თავიდან აცილება.
ტრანსპორტირება: შეარჩიეთ შესაფერისი სატრანსპორტო საშუალებები, როგორიცაა სატვირთო მანქანა, რკინიგზის ტრანსპორტი და ა.შ. და მომხმარებლის მოთხოვნისა და მანძილის შესაბამისად, აირჩიეთ შესაბამისი ტრანსპორტირების გზა.
გადმოტვირთვაროდესაც H-ს მაგვარი ფოლადის ღერო ტერმინალს მიაღწევს, მისი გადმოტვირთვა ფრთხილად უნდა მოხდეს, რათა არ დაზიანდეს H-ს მაგვარი ფოლადი.
შენახვა: H-სხივის სტერილური ნათურა შეინახეთ მშრალ, ვენტილირებად ადგილას, ტენიანობის ან სხვა უარყოფითი ზემოქმედების თავიდან ასაცილებლად.

კომპანიის სიძლიერე

ხშირად დასმული კითხვები
1. რა მასალებია ხელმისაწვდომი H-სხივებისთვის?
ჩვენ გთავაზობთ სხვადასხვა კლასის H სხივებს, მათ შორის ASTM A36, ASTM A572 Grade 50, ASTM A992, S235, S275, S355, Q235B, Q355B და SS400, რათა დააკმაყოფილოთ სხვადასხვა პროექტის მოთხოვნები.
2. რა არის H-სებრი სხივების საერთო ზომები და სიგრძეები?
სტანდარტული სიგრძეები, როგორც წესი, 6 მ და 12 მ-ია, ხოლო მომხმარებლის სპეციფიკაციების შესაბამისად შესაძლებელია ინდივიდუალური სიგრძისა და ზომების შეკვეთაც.
3. რა განსხვავებაა H სხივსა და I სხივს შორის?
H ტიპის სხივებს აქვთ უფრო ფართო ფლანგები და უფრო მაღალი დატვირთვის ტარების უნარი, რაც მათ შესაფერისს ხდის მძიმე სტრუქტურული გამოყენებისთვის, ხოლო I ტიპის სხივები ჩვეულებრივ გამოიყენება უფრო მსუბუქი სტრუქტურული საყრდენებისთვის.
4. შესაძლებელია თუ არა H სხივების მორგება?
დიახ, ჩვენ გთავაზობთ ინდივიდუალურ მომსახურებას, მათ შორის ჭრას, ბურღვას, შედუღებას, ზედაპირის დამუშავებას და საინჟინრო ნახაზების საფუძველზე დამზადებას.
5. რა ზედაპირული დამუშავების მეთოდებია ხელმისაწვდომი?
გარემო პირობებიდან გამომდინარე, ხელმისაწვდომი ზედაპირის საფარი მოიცავს შავ (როგორც რულონირებული), შეღებილ, გალვანიზებულ და ანტიკოროზიულ საფარს.
დაწერეთ თქვენი შეტყობინება აქ და გამოგვიგზავნეთ
პროდუქტების კატეგორიები
-

ცხელი ნაგლინი JIS/ASTM სტანდარტი 6მ 10მ ფოლადის H Be...
-

Q345b 200*150 მმ 10r 7r 230 გალვანიზებული შედუღებული ქ...
-

HEA და HEB ევროპული სტანდარტული სხივები | მაღალი...
-

ევროპული ფოლადის კონსტრუქციების ფოლადის პროფილები EN S27...
-

მომწოდებელი ცხელი გაყიდვადი Q355b დაბალი შენადნობის 16mn S275j...
-

ASTM A36 H-ფორმის ფოლადის სხივი | მაღალი სიმტკიცის ძელი...