მაღალი სიმტკიცის სტრუქტურულად მორგებული 6 ინჩიანი 8 ინჩიანი ცხელი ნაგლინი ფოლადის H სხივი





პროდუქტის წარმოების პროცესი
გარე სტანდარტული H-ფორმის ფოლადის წარმოების პროცესი, როგორც წესი, მოიცავს შემდეგ ძირითად ეტაპებს:
ნედლეულის მომზადება: H-ფორმის ფოლადის წარმოებისთვის ნედლეული, როგორც წესი, ფოლადის ნაკეთობაა. ფოლადის ნაკეთობა შემდგომი დამუშავებისა და ფორმირებისთვის საჭიროებს გაწმენდას და გაცხელებას.
ცხელი გლინვა: წინასწარ გახურებული ფოლადის ნაჭერი გადამუშავებისთვის იგზავნება ცხელ გლინვაში. ცხელ გლინვაში ფოლადის ნაჭერი რამდენიმე ლილვაკით გორგოლაჭდება და თანდათანობით H-ფორმის ფოლადის განივი კვეთის ფორმას იღებს.
ცივი დამუშავება (არასავალდებულო): ზოგიერთ შემთხვევაში, H-ფორმის ფოლადის სიზუსტისა და ზედაპირის ხარისხის გასაუმჯობესებლად, ცხლად ნაგლინი H-ფორმის ფოლადი ასევე გაივლის ცივად დამუშავებას, როგორიცაა ცივი გლინვა, დაჭიმვა და ა.შ.
ჭრა და დასრულება: გლინვისა და ცივი დამუშავების შემდეგ, H-ფორმის ფოლადი უნდა მოიჭრას და დამუშავდეს მომხმარებლის მოთხოვნების შესაბამისად, კონკრეტული ზომისა და სიგრძის მოთხოვნების დასაკმაყოფილებლად.
ზედაპირის დამუშავება: H-ფორმის ფოლადის სუფთა და ჟანგის საწინააღმდეგო დამუშავება ზედაპირის ხარისხისა და პროდუქტის კოროზიისადმი მდგრადობის უზრუნველსაყოფად.
შემოწმება და შეფუთვა: წარმოებული H-ფორმის ფოლადის ხარისხის შემოწმება, მათ შორის გარეგნობის ხარისხის, განზომილებიანი სიზუსტის, მექანიკური თვისებების და ა.შ. შემოწმება. ტესტირების გავლის შემდეგ, ის შეფუთული იქნება და მზად იქნება მომხმარებლისთვის გასაგზავნად.

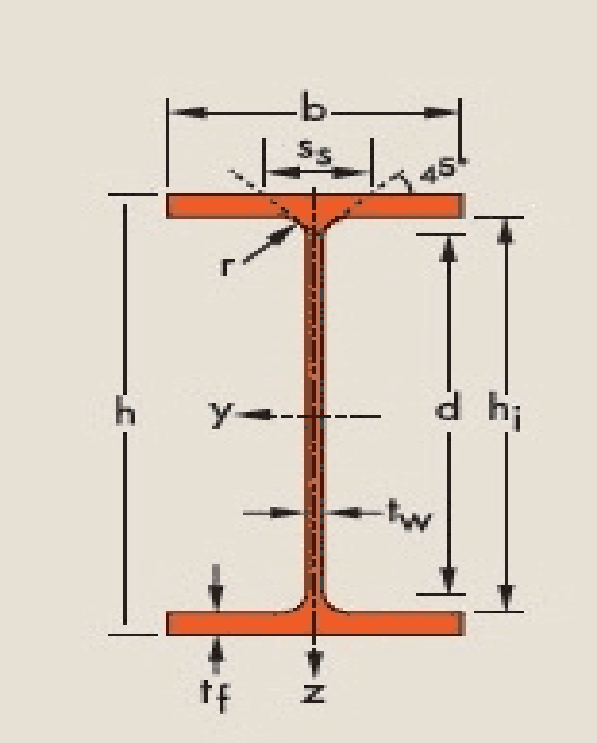
პროდუქტის ზომა
| დანიშნულება | უნტ წონა კგ/მ²) | სტანდარტული სექციური ზომა mm | სექციური ამა (სმ²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| დანიშნულება | ერთეული წონა კგ/მ²) | სტანდარტული სექციური დიმერსია (მმ) | სექცია ტერიტორია (სმ²) | |||||
| W | H | B | 1 | 2 | r | ა | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
Eნიუ ჰემფშირი-ფორმის ფოლადი
კლასი: EN10034:1997 EN10163-3:2004 წელი
სპეციფიკაცია: HEA HEB და HEM
სტანდარტი: EN
მახასიათებლები
1. შესანიშნავი მექანიკური თვისებები
ძლიერი მოხრის წინააღმდეგობა: ფართო და სქელი ფლანგები დიდი განივი კვეთის ინერციის მომენტით (Ix) მნიშვნელოვნად აღემატება I-სხივებს (30%-50%-ით მეტი იმავე წონის შემთხვევაში).
შესანიშნავი შეკუმშვის სტაბილურობა: ფლანგები პერპენდიკულარულია ქსელთან მიმართებაში, რაც იწვევს მაღალ ლოკალურ მოღუნვის კრიტიკულ დაძაბულობას, რაც მათ სვეტის საყრდენად შესაფერისს ხდის.
დაბალანსებული ორღერძიანი სიმტკიცე: X და Y ღერძების ინერციის მომენტები მსგავსია (მაგ., HM ტიპი), რაც იწვევს გვერდითი ძალისადმი შესანიშნავ წინააღმდეგობას.
2. მსუბუქი და ეკონომიური
მაღალი სიმტკიცისა და წონის თანაფარდობა: 15%-20%-ით მსუბუქია ჩვეულებრივ I-ფორმის სხივებთან შედარებით იგივე დატვირთვის ტევადობით (შემცირებულია სტრუქტურული დატვირთვები და საძირკვლის ხარჯები).
მასალის დაზოგვა: მაღალი განივი კვეთის ეფექტურობა ამცირებს ფოლადის გამოყენებას (მაგ., 30 მეტრიანი დიაპაზონის ქარხნის შენობისთვის, H-ს მაგვარი სხივები ბეტონის სხივებთან შედარებით 40%-ით ნაკლებ ფოლადს მოიხმარს).
3. მოსახერხებელი და ეფექტური მშენებლობა
მარტივი ჭანჭიკებით დამაგრება: ფლანგის ბრტყელი ზედაპირი ხელს უწყობს მაღალი სიმტკიცის ჭანჭიკებით დამაგრებას.
შედუღების შემცირებული მეთოდი: სტანდარტიზებული კომპონენტები ქარხანაში წინასწარ მზადდება, რაც ადგილზე აწყობის პროცესს უფრო სწრაფს ხდის (30%-ით ამცირებს მშენებლობის დროს).
4. მაღალსტანდარტული ჯვარედინი სპეციფიკაციები
ეროვნული სტანდარტი (GB/T 11263): HW (ფართო ფლანგი), HM (საშუალო ფლანგი) და HN (ვიწრო ფლანგი) სერიები, რომლებიც მოიცავს ზომებს 100×100-დან 1000×300 მმ-მდე.
ამერიკული სტანდარტი (ASTM A36): W სერია (მაგ., W12×30) უნივერსალურად აღიარებულია.
პროდუქტის შემოწმება
H-ფორმის ფოლადის შემოწმების მოთხოვნები ძირითადად მოიცავს შემდეგ ასპექტებს:
ზედაპირის დეფექტები
დაუშვებელია:
0.3 მმ-ზე მეტი სიღრმის ბზარები, ნაწიბურები ან ნაკეცები;
ჟანგის ორმოები, რომლებიც გავლენას ახდენენ სიმტკიცეზე (სიღრმე კედლის სისქის 5%-ზე მეტი);
თუთიის საფარის მოხსნა (კოროზიისადმი მდგრადი მოდელებისთვის).
მცირე დეფექტები დაშვებულია:
ადგილობრივი ნაკაწრები ≤ 0.2 მმ სიღრმის;
ნაკვალევის ფართობი ≤ 1 სმ²/მ².

პროდუქტის გამოყენება
გარე სტანდარტული H-სხივები ფართოდ გამოიყენება მშენებლობისა და ინჟინერიის სფეროებში, მათ შორის, მაგრამ არა მხოლოდ, შემდეგი ასპექტებით:
კონსტრუქციული ინჟინერია, ხიდების ინჟინერია, მანქანათმშენებლობა, გემთმშენებლობა, ფოლადის კონსტრუქციების მშენებლობა,

შეფუთვა და გადაზიდვა
გარე სტანდარტული H-სხივების შეფუთვა და ტრანსპორტირება, როგორც წესი, მოითხოვს შემდეგი ნაბიჯების შესრულებას:
შეფუთვა: H-ფორმის ფოლადი, როგორც წესი, შეფუთულია მომხმარებლის მოთხოვნების შესაბამისად, რათა დაიცვას მისი ზედაპირი დაზიანებისგან. შეფუთვის გავრცელებული მეთოდებია შიშველი შეფუთვა, ხის პალეტების შეფუთვა, პლასტმასის შეფუთვა და ა.შ. შეფუთვის დროს აუცილებელია იმის უზრუნველყოფა, რომ H-ფორმის ფოლადის ზედაპირი არ იყოს დაკაწრული ან კოროზირებული.
ეტიკეტირება: იდენტიფიკაციისა და მართვის გასაადვილებლად, შეფუთვაზე მკაფიოდ მონიშნეთ პროდუქტის შესახებ ინფორმაცია, როგორიცაა მოდელი, სპეციფიკაცია, რაოდენობა და ა.შ.
ჩატვირთვა: შეფუთული H-ფორმის ფოლადის ჩატვირთვისა და ტრანსპორტირებისას აუცილებელია დარწმუნდეთ, რომ ჩატვირთვის პროცესში არ მოხდება შეჯახება ან ექსტრუზია, რათა თავიდან იქნას აცილებული პროდუქტის დაზიანება.
ტრანსპორტირება: შეარჩიეთ შესაბამისი სატრანსპორტო საშუალებები, როგორიცაა სატვირთო მანქანები, რკინიგზის ტრანსპორტი და ა.შ., და შეარჩიეთ შესაბამისი ტრანსპორტირების მეთოდი მომხმარებლის მოთხოვნებისა და ტრანსპორტირების მანძილის შესაბამისად.
გადმოტვირთვა: დანიშნულების ადგილამდე მისვლის შემდეგ, გადმოტვირთვის ოპერაცია ფრთხილად უნდა განხორციელდეს, რათა თავიდან იქნას აცილებული H-ფორმის ფოლადის დაზიანება.
შენახვა: H-ფორმის ფოლადი შეინახეთ მშრალ და ვენტილირებად საწყობში, რათა თავიდან აიცილოთ ტენიანობა ან სხვა უარყოფითი ეფექტები.

კომპანიის სიძლიერე

ხშირად დასმული კითხვები
1. როგორ შემიძლია თქვენგან ციტატა მივიღო?
შეგიძლიათ დაგვიტოვოთ შეტყობინება და ჩვენ ყველა შეტყობინებას დროულად გიპასუხებთ.
2. დროულად მიაწვდით საქონელს?
დიახ, ჩვენ გპირდებით, რომ მოგაწვდით საუკეთესო ხარისხის პროდუქტებს და დროულად მიწოდებას. პატიოსნება ჩვენი კომპანიის პრინციპია.
3. შემიძლია თუ არა ნიმუშების მიღება შეკვეთამდე?
კი, რა თქმა უნდა. როგორც წესი, ჩვენი ნიმუშები უფასოა, ჩვენ შეგვიძლია დავამზადოთ თქვენი ნიმუშების ან ტექნიკური ნახაზების მიხედვით.
4. რა არის თქვენი გადახდის პირობები?
ჩვენი ჩვეულებრივი გადახდის ვადაა 30%-იანი დეპოზიტი, დანარჩენი კი B/L. EXW, FOB, CFR, CIF-ის წინააღმდეგ.
5. ეთანხმებით თუ არა მესამე მხარის შემოწმებას?
კი, აბსოლუტურად ვეთანხმებით.
6. როგორ ვენდობით თქვენს კომპანიას?
ჩვენ წლების განმავლობაში სპეციალიზირებულები ვართ ფოლადის ბიზნესში, როგორც ოქროს მომწოდებლები, შტაბ-ბინა მდებარეობს ტიანძინის პროვინციაში, მივესალმებით ნებისმიერი გზით და ყველა საშუალებით გამოძიებას.
პროდუქტების კატეგორიები
-

Q195 Q235 Q345 ბრტყელი ფოლადის ზამბარიანი ფოლადის ბრტყელი ზოლი...
-

გალვანიზებული შედუღებული Heb სხივი საბითუმო H სექცია ...
-

წარმოება Q345 ცივი ნაგლინი გალვანიზებული C არხი ...
-

ჩინეთის გალვანიზებული მილი მილის კვადრატული ნახშირბადოვანი ფოლადის ...
-

ცხელი გალვანიზებული მაღალი სიმტკიცის RMC მილების ს...
-

წინასწარ შეღებილი გალვანიზებული ფოლადის კოჭები PPGI წინასწარი შეღებვის...