EN მაღალი ხარისხის სტანდარტული ზომის H-ფორმის ფოლადის სხივი






პროდუქტის წარმოების პროცესი
სტანდარტის წარმოების პროცესიH-სხივებიროგორც წესი, მოიცავს შემდეგ ძირითად ნაბიჯებს:
ნედლეულის მომზადება: H-სხივების ნედლეული, როგორც წესი, ფოლადის ნაკეთობებია. ეს ნაკეთობები იწმინდება და თბება შემდგომი დამუშავებისა და ფორმირებისთვის მოსამზადებლად.
ცხელი გლინვა: წინასწარ გახურებული ნაჭრები ცხელ გლინვის წისქვილში მიეწოდება. ცხელ გლინვის წისქვილში ნაჭრები რამდენიმე ლილვაკით გორდება, თანდათანობით ყალიბდება განივი ფორმა.H-სხივი.
ცივი დამუშავება (არასავალდებულო): ზოგიერთ შემთხვევაში, H-სხივის სიზუსტისა და ზედაპირის ხარისხის გასაუმჯობესებლად, ცხელად ნაგლინი H-სხივები ასევე შეიძლება გაიაროს ცივი დამუშავება, როგორიცაა ცივი გლინვა და გაჭიმვა.
ჭრა და დასრულება: გლინვისა და ცივი დამუშავების შემდეგ, H-ს ფორმის სხივები იჭრება და დამუშავდება მომხმარებლის მოთხოვნის შესაბამისად, კონკრეტული ზომებისა და სიგრძის შესაბამისად.
ზედაპირის დამუშავება: H-ს მაგვარი სხივები იწმინდება და დამუშავებულია ჟანგის საწინააღმდეგო საშუალებებით, რათა უზრუნველყოფილი იყოს ზედაპირის ხარისხი და კოროზიისადმი მდგრადობა.
შემოწმება და შეფუთვა: დასრულებული H-სხივები გადის ხარისხის შემოწმებას, მათ შორის გარეგნობის, განზომილებების სიზუსტისა და მექანიკური თვისებების შემოწმებას. კვალიფიკაციის მიღების შემდეგ, ისინი იფუთება და იგზავნება მომხმარებლისთვის.

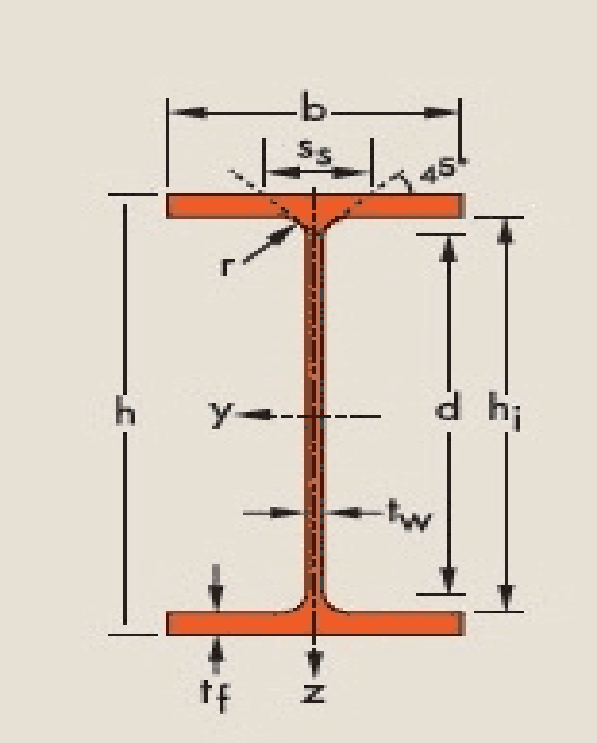
პროდუქტის ზომა
| დანიშნულება | უნტ წონა კგ/მ²) | სტანდარტული სექციური ზომა mm | სექციური ამა (სმ²) | |||||
| W | H | B | 1 | 2 | r | A | ||
| HE28 | AA | 61.3 | 264.0 | 280.0 | 7.0 | 10.0 | 24.0 | 78.02 |
| A | 76.4 | 270.0 | 280.0 | 80 | 13.0 | 24.0 | 97.26 | |
| B | 103 | 280.0 | 280.0 | 10.5 | 18.0 | 24.0 | 131.4 | |
| M | 189 | 310.0 | 288.0 | 18.5 | 33.0 | 24.0 | 240.2 | |
| HE300 | AA | 69.8 | 283.0 | 300.0 | 7.5 | 10.5 | 27.0 | 88.91 |
| A | 88.3 | 200.0 | 300.0 | 85 | 14.0 | 27.0 | 112.5 | |
| B | 117 | 300.0 | 300.0 | 11.0 | 19.0 | 27.0 | 149.1 | |
| M | 238 | 340.0 | 310.0 | 21.0 | 39.0 | 27.0 | 303.1 | |
| HE320 | AA | 74.3 | 301.0 | 300.0 | 80 | 11.0 | 27.0 | 94.58 |
| A | 97.7 | 310.0 | 300.0 | 9.0 | 15.5 | 27.0 | 124.4 | |
| B | 127 | 320.0 | 300.0 | 11.5 | 20.5 | 27.0 | 161.3 | |
| M | 245 | 359.0 | 309.0 | 21.0 | 40.0 | 27.0 | 312.0 | |
| HE340 | AA | 78.9 | 320.0 | 300.0 | 85 | 11.5 | 27.0 | 100.5 |
| A | 105 | 330.0 | 300.0 | 9.5 | 16.5 | 27.0 | 133.5 | |
| B | 134 | 340.0 | 300.0 | 12.0 | 21.5 | 27.0 | 170.9 | |
| M | 248 | 377.0 | 309.0 | 21.0 | 40.0 | 27.0 | 315.8 | |
| HE360 | AA | 83.7 | 339.0 | 300.0 | 9.0 | t2.0 | 27.0 | 106.6 |
| A | 112 | 350.0 | 300.0 | 10.0 | 17.5 | 27.0 | 142.8 | |
| B | 142 | 360.0 | 300.0 | 12.5 | 22.5 | 27.0 | 180.6 | |
| M | 250 | 395.0 | 308.0 | 21.0 | 40.0 | 27.0 | 318.8 | |
| HE400 | AA | 92.4 | 3780 | 300.0 | 9.5 | 13.0 | 27.0 | 117.7 |
| A | 125 | 390.0 | 300.0 | 11.0 | 19.0 | 27.0 | 159.0 | |
| B | 155 | 400.0 | 300.0 | 13.5 | 24.0 | 27.0 | 197.8 | |
| M | 256 | 4320 | 307.0 | 21.0 | 40.0 | 27.0 | 325.8 | |
| HE450 | AA | 99.8 | 425.0 | 300.0 | 10.0 | 13.5 | 27.0 | 127.1 |
| A | 140 | 440.0 | 300.0 | 11.5 | 21.0 | 27.0 | 178.0 | |
| B | 171 | 450.0 | 300.0 | 14.0 | 26.0 | 27.0 | 218.0 | |
| M | 263 | 4780 | 307.0 | 21.0 | 40.0 | 27.0 | 335.4 | |
| დანიშნულება | ერთეული წონა კგ/მ²) | სტანდარტული სექციური დიმერსია (მმ) | სექცია ტერიტორია (სმ²) | |||||
| W | H | B | 1 | 2 | r | ა | ||
| HE50 | AA | 107 | 472.0 | 300.0 | 10.5 | 14.0 | 27.0 | 136.9 |
| A | 155 | 490.0 | 300.0 | t2.0 | 23.0 | 27.0 | 197.5 | |
| B | 187 | 500.0 | 300.0 | 14.5 | 28.0 | 27.0 | 238.6 | |
| M | 270 | 524.0 | 306.0 | 21.0 | 40.0 | 27.0 | 344.3 | |
| HE550 | AA | t20 | 522.0 | 300.0 | 11.5 | 15.0 | 27.0 | 152.8 |
| A | 166 | 540.0 | 300.0 | t2.5 | 24.0 | 27.0 | 211.8 | |
| B | 199 | 550.0 | 300.0 | 15.0 | 29.0 | 27.0 | 254.1 | |
| M | 278 | 572.0 | 306.0 | 21.0 | 40.0 | 27.0 | 354.4 | |
| HE60 | AA | t29 | 571.0 | 300.0 | t2.0 | 15.5 | 27.0 | 164.1 |
| A | 178 | 500.0 | 300.0 | 13.0 | 25.0 | 27.0 | 226.5 | |
| B | 212 | 600.0 | 300.0 | 15.5 | 30.0 | 27.0 | 270.0 | |
| M | 286 | 620.0 | 305.0 | 21.0 | 40.0 | 27.0 | 363.7 | |
| HE650 | AA | 138 | 620.0 | 300.0 | t2.5 | 16.0 | 27.0 | 175.8 |
| A | 190 | 640.0 | 300.0 | t3.5 | 26.0 | 27.0 | 241.6 | |
| B | 225 | 660.0 | 300.0 | 16.0 | 31.0 | 27.0 | 286.3 | |
| M | 293 | 668.0 | 305.0 | 21.0 | 40.0 | 27.0 | 373.7 | |
| HE700 | AA | 150 | 670.0 | 300.0 | 13.0 | 17.0 | 27.0 | 190.9 |
| A | 204 | 600.0 | 300.0 | 14.5 | 27.0 | 27.0 | 260.5 | |
| B | 241 | 700.0 | 300.0 | 17.0 | 32.0 | 27.0 | 306.4 | |
| M | 301 | 716.0 | 304.0 | 21.0 | 40.0 | 27.0 | 383.0 | |
| HE800 | AA | 172 | 770.0 | 300.0 | 14.0 | 18.0 | 30.0 | 218.5 |
| A | 224 | 790.0 | 300.0 | 15.0 | 28.0 | 30.0 | 285.8 | |
| B | 262 | 800.0 | 300.0 | 17.5 | 33.0 | 30.0 | 334.2 | |
| M | 317 | 814.0 | 303.0 | 21.0 | 40.0 | 30.0 | 404.3 | |
| HE800 | AA | 198 | 870.0 | 300.0 | 15.0 | 20.0 | 30.0 | 252.2 |
| A | 252 | 800.0 | 300.0 | 16.0 | 30.0 | 30.0 | 320.5 | |
| B | 291 | 900.0 | 300.0 | 18.5 | 35.0 | 30.0 | 371.3 | |
| M | 333 | 910.0 | 302.0 | 21.0 | 40.0 | 30.0 | 423.6 | |
| HEB1000 | AA | 222 | 970.0 | 300.0 | 16.0 | 21.0 | 30.0 | 282.2 |
| A | 272 | 0.0 | 300.0 | 16.5 | 31.0 | 30.0 | 346.8 | |
| B | 314 | 1000.0 | 300.0 | 19.0 | 36.0 | 30.0 | 400.0 | |
| M | 349 | 1008 | 302.0 | 21.0 | 40.0 | 30.0 | 444.2 | |
Eნიუ ჰემფშირი-ფორმის ფოლადი
კლასი: EN10034:1997 EN10163-3:2004 წელი
სპეციფიკაცია: HEA HEB და HEM
სტანდარტი: EN
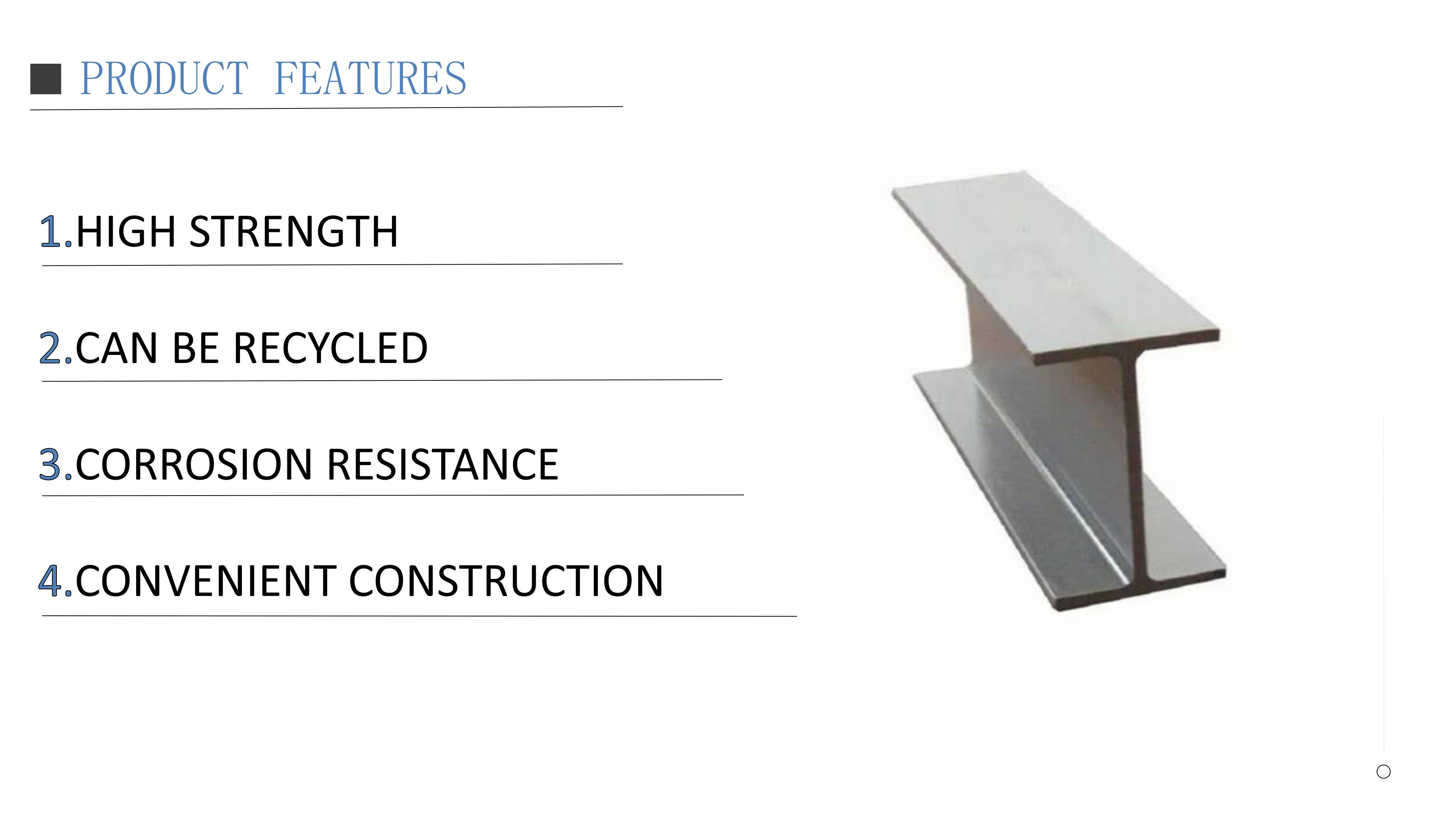
მახასიათებლები
მაღალი სიმტკიცე: განივი ფორმის დიზაინიH-ფორმის ფოლადიანიჭებს მას მაღალ მოხრის სიმტკიცეს და დატვირთვის ტარების უნარს, რაც მას შესაფერისს ხდის დიდი მალიანი კონსტრუქციებისა და მძიმე დატვირთვების სიტუაციებისთვის.
კარგი სტაბილურობა: H-სხივების განივი ფორმა უზრუნველყოფს შესანიშნავ სტაბილურობას წნევისა და დაჭიმულობის დროს, რაც ხელს უწყობს სტრუქტურულ სტაბილურობასა და უსაფრთხოებას.
მარტივი მშენებლობა: H-ს მაგისტრალური სხივების დიზაინი მათ შეერთებასა და მონტაჟს მშენებლობის დროს აადვილებს, რაც აუმჯობესებს პროექტის მიმდინარეობას და ეფექტურობას.
რესურსების მაღალი გამოყენება: H-სხივების დიზაინი სრულად იყენებს ფოლადის თვისებებს, ამცირებს მასალის ნარჩენებს და ხელს უწყობს რესურსების დაზოგვასა და გარემოს დაცვას.
ფართო გამოყენება: H-ს მაგვარი სხივები შესაფერისია სხვადასხვა სამშენებლო კონსტრუქციებისთვის, ხიდებისთვის, მანქანათმშენებლობისა და სხვა სფეროებისთვის და აქვს ფართო გამოყენების პერსპექტივები.
საერთო ჯამში, გარე სტანდარტული H-სხივები გამოირჩევა მაღალი სიმტკიცით, კარგი სტაბილურობით და მარტივი კონსტრუქციით, რაც მათ მნიშვნელოვან კონსტრუქციულ ფოლადის მასალად აქცევს, რომელიც ფართოდ გამოიყენება საინჟინრო სხვადასხვა სფეროში.
პროდუქტის შემოწმება
მოთხოვნებიH-ფორმის ფოლადიშემოწმება ძირითადად მოიცავს შემდეგ ასპექტებს:
გარეგნობის ხარისხი: გარეგნობის ხარისხიHEAუნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს. ზედაპირი უნდა იყოს გლუვი და ბრტყელი, ყოველგვარი აშკარა დეფექტების გარეშე, როგორიცაა ჩაღრმავებები, ნაკაწრები და ჟანგი.
გეომეტრიული ზომები: H-ს მაგისტრალური სხივების სიგრძე, სიგანე, სიმაღლე, ქსელის სისქე და ფლანგის სისქე უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს.
მოხრა: H-სებრი სხივების მოხრა უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს. ეს შეიძლება განისაზღვროს H-სებრი სხივის ორი ბოლოების პარალელიზმის გაზომვით ან მოხრის საზომი ხელსაწყოს გამოყენებით.
ბრუნვა: H-ს ფორმის სხივების ბრუნვა უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს. ეს შეიძლება განისაზღვროს H-ს ფორმის სხივის გვერდების ვერტიკალურობის გაზომვით ან ტორსიული საზომის გამოყენებით.
წონის გადახრა: H-სხივების წონა უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს. წონის გადახრის დადგენა შესაძლებელია აწონვით.
ქიმიური შემადგენლობა: თუ H-სხივები საჭიროებს შედუღებას ან სხვა დამუშავებას, მათი ქიმიური შემადგენლობა უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს.
მექანიკური თვისებები: H-სხივების მექანიკური თვისებები, მათ შორის დაჭიმვის სიმტკიცე, დენადობის ზღვარი და წაგრძელება, უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის მოთხოვნებს.
არადესტრუქციული ტესტირება: თუ H-სხივებს არადესტრუქციული ტესტირება სჭირდება, ის უნდა ჩატარდეს შესაბამისი სტანდარტებისა და შეკვეთის სპეციფიკაციების შესაბამისად, რათა უზრუნველყოფილი იყოს მათი თანდაყოლილი ხარისხი.
შეფუთვა და მარკირება: H-სხივის შეფუთვა და მარკირება უნდა შეესაბამებოდეს შესაბამის სტანდარტებსა და შეკვეთის სპეციფიკაციებს ტრანსპორტირებისა და შენახვის გასაადვილებლად.
შეჯამებისთვის, H-სხივების შემოწმებისას სრულად უნდა იქნას გათვალისწინებული ზემოთ ჩამოთვლილი მოთხოვნები, რათა უზრუნველყოფილი იყოს მათი ხარისხი შესაბამის სტანდარტებსა და შეკვეთის სპეციფიკაციებს, რაც მომხმარებლებს უმაღლესი ხარისხის H-სხივების პროდუქტებს სთავაზობს.

პროდუქტის გამოყენება
გარე სტანდარტული H-სხივები ფართოდ გამოიყენება მშენებლობისა და ინჟინერიის სფეროებში, მათ შორის, მაგრამ არა მხოლოდ, შემდეგი ასპექტებით:
კონსტრუქციული ინჟინერია, ხიდების ინჟინერია, მანქანათმშენებლობა, გემთმშენებლობა, ფოლადის კონსტრუქციების მშენებლობა,

შეფუთვა და გადაზიდვა
გარედან მონიშნული H-სხივების შეფუთვა და ტრანსპორტირება, როგორც წესი, შემდეგ ეტაპებს მიჰყვება:
შეფუთვა: H-ფორმის სხივები, როგორც წესი, შეფუთულია მომხმარებლის სპეციფიკაციების შესაბამისად, რათა მათი ზედაპირი დაზიანებისგან იყოს დაცული. შეფუთვის გავრცელებული მეთოდებია შიშველი შეფუთვა, ხის პალეტების შეფუთვა და პლასტმასის შეფუთვა. შეფუთვის დროს დარწმუნდით, რომ H-ფორმის სხივები ნაკაწრებისა და კოროზიისგან თავისუფალია.
ეტიკეტირება: შეფუთვაზე მკაფიოდ მონიშნეთ პროდუქტის ინფორმაცია, როგორიცაა მოდელი, სპეციფიკაციები და რაოდენობა, მარტივი იდენტიფიკაციისა და მართვისთვის.
ჩატვირთვა: ჩატვირთვისა და ტრანსპორტირების დროს დარწმუნდით, რომ შეფუთული H-სხივები არ შეჯახდება და არ დაიმსხვრევა, რათა თავიდან აიცილოთ დაზიანება.
ტრანსპორტირება: მომხმარებლის მოთხოვნებისა და გავლილი მანძილის გათვალისწინებით, შეარჩიეთ შესაბამისი ტრანსპორტირების მეთოდები, როგორიცაა სატვირთო მანქანები ან რკინიგზა.
გადმოტვირთვა: დანიშნულების ადგილზე ჩასვლისთანავე, ფრთხილად გადმოტვირთეთ ტვირთი, რათა თავიდან აიცილოთ H-ს მაგვარი სხივების დაზიანება.
შენახვა: H-სხივები შეინახეთ მშრალ, კარგად ვენტილირებად საწყობში, რათა თავიდან აიცილოთ ტენიანობა და სხვა უარყოფითი ეფექტები.

კომპანიის სიძლიერე

ხშირად დასმული კითხვები
1. როგორ შემიძლია თქვენგან ციტატა მივიღო?
შეგიძლიათ დაგვიტოვოთ შეტყობინება და ჩვენ ყველა შეტყობინებას დროულად გიპასუხებთ.
2. დროულად მიაწვდით საქონელს?
დიახ, ჩვენ გპირდებით, რომ მოგაწვდით საუკეთესო ხარისხის პროდუქტებს და დროულად მიწოდებას. პატიოსნება ჩვენი კომპანიის პრინციპია.
3. შემიძლია თუ არა ნიმუშების მიღება შეკვეთამდე?
კი, რა თქმა უნდა. როგორც წესი, ჩვენი ნიმუშები უფასოა, ჩვენ შეგვიძლია დავამზადოთ თქვენი ნიმუშების ან ტექნიკური ნახაზების მიხედვით.
4. რა არის თქვენი გადახდის პირობები?
ჩვენი ჩვეულებრივი გადახდის ვადაა 30%-იანი დეპოზიტი, დანარჩენი კი B/L-ის ფარგლებში.
5. ეთანხმებით თუ არა მესამე მხარის შემოწმებას?
კი, აბსოლუტურად ვეთანხმებით.
6. როგორ ვენდობით თქვენს კომპანიას?
ჩვენ წლების განმავლობაში სპეციალიზირებულები ვართ ფოლადის ბიზნესში, როგორც ოქროს მომწოდებლები, შტაბ-ბინა მდებარეობს ტიანძინის პროვინციაში, მივესალმებით ნებისმიერი გზით და ყველა საშუალებით გამოძიებას.
პროდუქტების კატეგორიები
-

ჩინეთის ქარხანა H სხივები ASTM A36 A572 ცხელი ნაგლინი ...
-

ამერიკული ფოლადის კონსტრუქციები ფოლადის პროფილები ASTM A...
-
გალვანიზებული შედუღებული Heb სხივი საბითუმო H სექცია ...
-

EN S235JR/S275JR/S355JR HEA/HEB HEA120/HEA180/H...
-

პრემიუმ Q235 გალვანიზებული ფოლადის H სხივები HEA HEB f...
-

ევროპული ფოლადის კონსტრუქციების ფოლადის პროფილები EN S27...